Popular Highlights
When only a watchmaker will do
Restoration of Omega Jump Seconds Clock
|
Making a Bimetallic Balance |  Balance Prior to Being Split |
||
 Cutting
the groove into the face of the steel slug (trapanning). This
groove will receive the brass that will become the outer lamination of
the bimetallic balance. Cutting
the groove into the face of the steel slug (trapanning). This
groove will receive the brass that will become the outer lamination of
the bimetallic balance.
The finished brass ring side by side with the machined steel slug.
Other pictures will follow. The rest of the process involves drilling and tapping the rim for the timing screws, remounting the slug to finish to size the OD, ID and depth of the floor (to the required thickness of the crossarm). I will also show the process used for cutting out the cross arm.
|
|||

 The
machined steel slug. The center bore is left 1mm higher than the
groove so that the final crossarm can be a maximum of 1mm thick. A
center hole is drilled prior to dismounting the slug so that it can be
centered for subsequent machining on a cement faceplate.
The
machined steel slug. The center bore is left 1mm higher than the
groove so that the final crossarm can be a maximum of 1mm thick. A
center hole is drilled prior to dismounting the slug so that it can be
centered for subsequent machining on a cement faceplate.
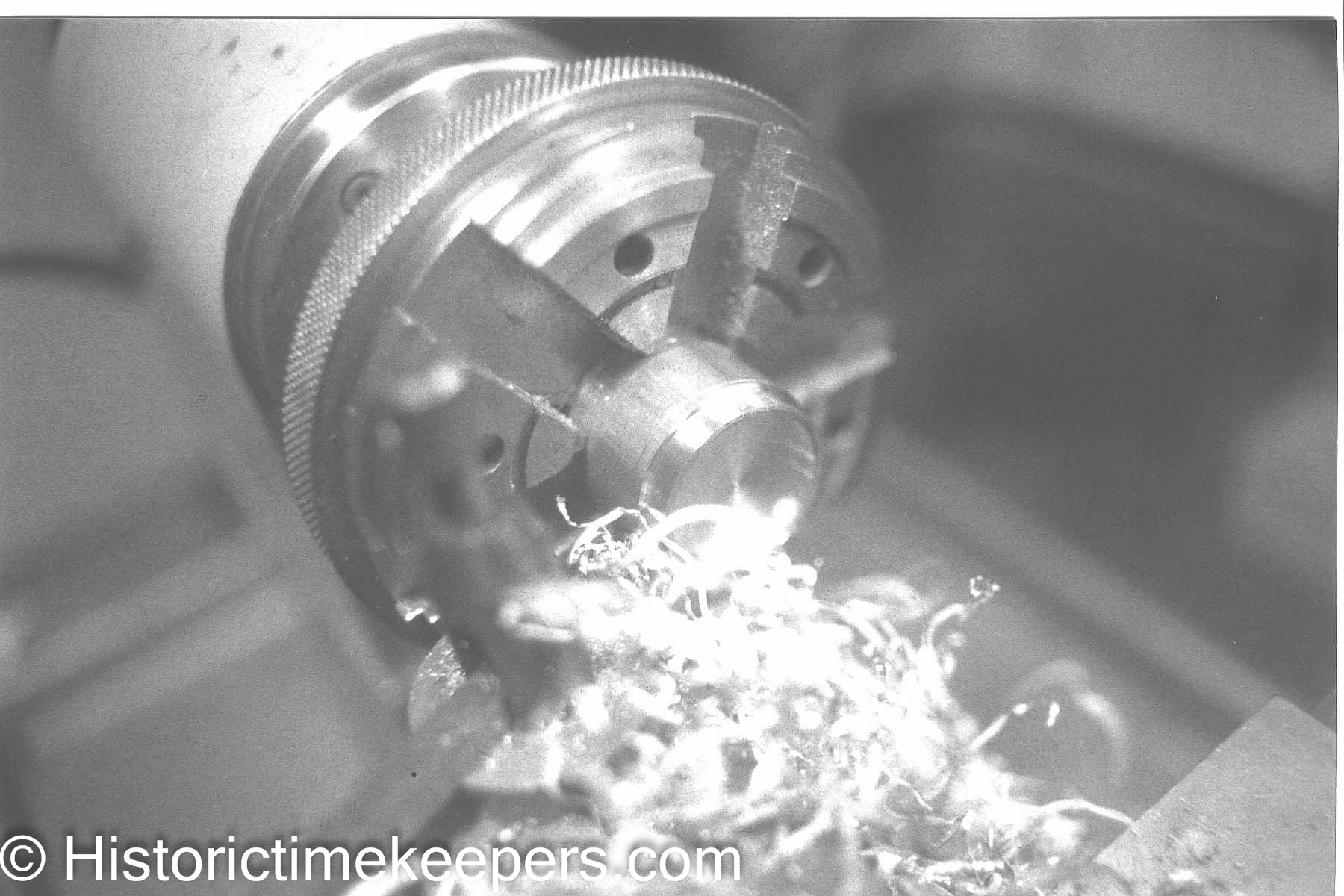 Turning
the OD of a brass rod to fit inside the groove of the steel slug.
Turning
the OD of a brass rod to fit inside the groove of the steel slug.

 The
Brass ring fitted into the groove of the steel slug.
The
Brass ring fitted into the groove of the steel slug.
 The
brass ring has been fused to the steel slug. In essence, this is a
brazing procedure in which the brass ring is melted into the groove.
The
brass ring has been fused to the steel slug. In essence, this is a
brazing procedure in which the brass ring is melted into the groove.
 The
slug with the fused brass ring is machined on a cement chuck. The center
hole drilled while the slug was initally machined is used to center the
work on the cement faceplate. The slug is faced, the outer wall of
the old groove is turned away exposing the brass outer layer.
The
slug with the fused brass ring is machined on a cement chuck. The center
hole drilled while the slug was initally machined is used to center the
work on the cement faceplate. The slug is faced, the outer wall of
the old groove is turned away exposing the brass outer layer.
 The
brass ring is hammered to compress the grain. This also work
hardens the brass.
The
brass ring is hammered to compress the grain. This also work
hardens the brass.